David Clark reveals how to ensure belt drives are efficient and economical
David Clark reveals how to ensure belt drives are efficient and economical.
Belt drives and the potential energy savings that lie within them are often neglected, as design and maintenance engineers focus their attention on the final outcome of a drive.
Take, for example, a standard air handling unit (AHU). These are usually roof- or wall-mounted fans that are used to exchange the air within buildings. Historically it was common to drive these fans from an electric motor via a belt drive, usually a V-belt. This is a popular method because the drive components are relatively low cost and easy to set up. There are tens of thousands of these drives in existence throughout industry.
The use of a V-belt for this type of drive can, however, have drawbacks. V-belts often require regular maintenance and in these days of diminishing resources, if a drive is performing its primary function of keeping the fan turning, then little attention is paid to it as long as a lost-time failure does not occur.
This lack of focus can have detrimental consequences if belts slip either due to an installation tension or their tension decaying over time. Both of these effects greatly reduce the efficiency of the drive and can result in decreased lifetime.
Relatively simple changes in the design of a belt drive can not only result in a more efficient drive but also facilitate process optimisation, returning major cost savings.
A change to a positive-drive toothed belt can increase efficiency, increase lifetime, reduce maintenance and minimise the downtime resulting from unexpected failures.
During a survey at a UK snack food manufacturing site, Gates engineers identified a number of drives as under-performing; they were unreliable and prone to premature failure. After discussions with the site engineering team, the decision was taken to optimise the drives by changing from V-belts to Gates Poly Chain Carbon synchronous belts.
A straightforward process was used to review the drive performance prior to any change, to ensure the information was available for the design of a robust replacement.
This process encompasses four key steps:
* Record and assess the current performance of the drive, through monitoring of the input and output speeds and the energy consumption of the motor. This assessment should take place over a time period that is long enough to give a clear understanding of the drive performance over time.
* Evaluation of the current drive geometry and the design of a suitable toothed-belt replacement.
* Assemble the replacement drive and commission, ensuring that the drive is tensioned as per the design recommendation.
* Assess the drive in a similar manner to previously, monitoring the speeds and motor power consumption.
It is common for the initial power consumed by the drive to increase after the conversion. This is as a result of targeting the toothed-belt drive at the same motor input speed as the previous V-belt version. Often the V-belt drive has been ‘tuned’ to give the correct fan airflow, but to achieve this airflow, the motor has been running at a higher speed to alleviate the effects of belt slip.
When the Poly Chain Carbon synchronous belt drive is run at the same motor speed, because slip is no longer present, the fan flow rate is higher, so the absorbed power of the motor also increases.
A simple way to overcome this is to incorporate an inverter into the motor during the conversion, if one is not already present. It is essential that the conversion includes the ability to reduce the speed of the motor so that the fan flow rate can be adjusted.
This reduction in speed can result in considerable savings in energy, as the power absorbed to achieve an acceptable flow rate varies according to the fan laws.
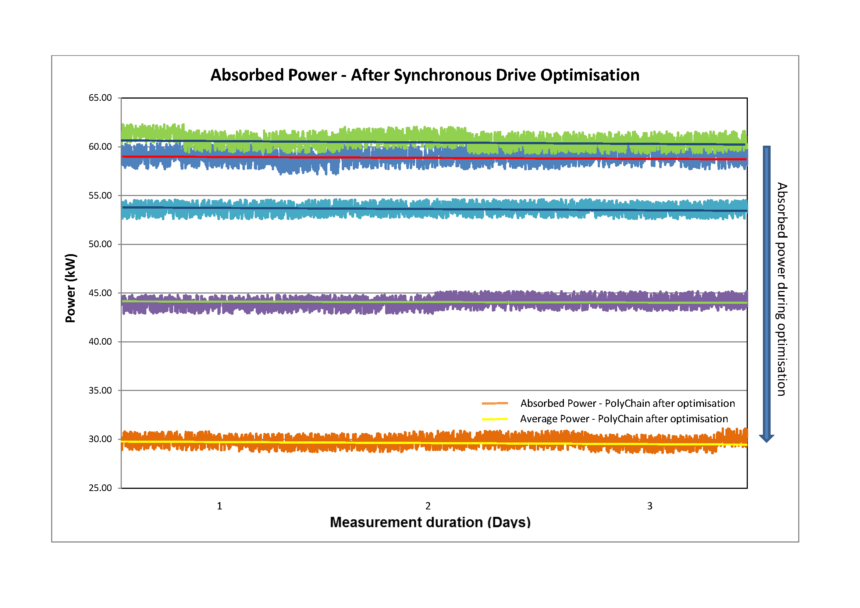
Fig.4 illustrates the initial increase in energy consumption after the conversion to a Poly Chain Carbon synchronous belt drive and the subsequent reduction in absorbed power as the system was then optimised to give the air flow required.
Optimisation of the fan drives on this site resulted in yearly energy savings of around £90,000 and further benefits, such as a huge reduction in CO2 emissions.
A poorly designed and maintained belt drive can result in low efficiency levels and high maintenance costs. It is usual that the cost benefits gained from optimising a belt drive greatly outweigh those of the conversion process.
While a change from a V-belt to a synchronous toothed belt is not suitable in all situations, the benefits described are not exclusive to fan drives and it is possible to obtain these benefits over a wide range of industrial applications.
For more information visitt www.engineerlive.com/ede
David Clark is senior engineer at Gates Power Transmission in Dumfries, Scotland.